| question_5.pdf |
| reactor-sizing.docx |
| optimization_reactor_sizing.pdf |
design of reactor
a) The type of reactor to be used
There are two types of reactor mainly used in processing the hydrothermal pyrolysis which are batch reactor and continuous flow reactor. However, for this technology, we are proposing the usage of continuous stirred flow reactor. According to Ocfemia, et al. (2006), in the continuous flow reactor system, the feed fed to the system at the high operating pressure and passed through separation vessel where the feed is separated to gas and liquid as the hydrothermal pyrolysis will produce oil by removing water from the moisture content in the food waste.
The continuous reactor is used in this hydrothermal pyrolysis because it is very much economically save operation at any commercial scale. Moreover, the reaction can be done in continuous flow hence reduce the necessity to build one big reactor for the pyrolysis to undergo for the following residence time. Moreover, if we are using the batch reactor, the size will keep on increasing as the moisture content increases thus will increase the operating cost. (Douglas C. Elliott, 2015)
b) The size of reactor to be used
Hydrothermal pyrolysis is a process of converting waste product into the final product of bio-oil. The bio-oil yield depends mainly on the moisture composition in the food waste that are used to be processed. Therefore, moisture content is a critical component in the feedstock characteristics. According to Minarick at a. (2011) and He et al. (2001), this is because hydrothermal pyrolysis have better efficiency in the pyrolysis process when the initial moisture content of waste product to be at average of 20-35 wt%. Moreover, feedstock that has lower moisture content may affect the pyrolysis as it is harder to be processed due to its viscosity increases as the moisture content decreases.
When we are using hydrothermal pyrolysis, moisture content is indeed the critical characteristic to be depend on in the feedstock. However, it is advisable to set the moisture content at average of 20-35 wt%. This is because if the moisture content is too high, it will decreases the concentration of volatile particles in the feedstock. In other words, when the moisture content is high, it will dilute the manure hence reduce the efficiency of the hydrothermal pyrolysis. In production terms, it will yield less oil production and increasing the operation cost since larger reactor has to be built. For instance, compared to 75 wt% and 85 wt% of moisture content in the feedstock, the higher moisture content will need double the size of reactor needed of 75 wt%, which also doubles the operating cost.
In conclusion, since we are using continuous flow reactor, hence the size usually used for the reactor is around 0.53 gallon (Keener). However, there is no constant sizing of the reactor for this hydrothermal pyrolysis. This is because as the moisture content of the feed stock increases, a bigger reactor will be needed to process it to yield bio-oil. However, we can still make some scaling which can be a ratio for a bigger plant or reactor development. For example, a research conducted where 150 g of waste product with 80 wt% of moisture content undergo hydrothermal pyrolysis in 500 ml of batch reactor (Notsawan Swadchaipong, Nutnan Kanestitaya, Itsara Rojana, Tanes Utistham and Unalome Wetwatana, 2013).
c) Operating temperature and pressure
The typical range of operating temperature of HTL reactor is between 250-400°C (482-752o F) whereas the typical range of operating pressure is between 5-20 MPa (725-2900 psi) (Keener).
d) Requirement for heating
Hydrothermal liquefaction is the thermochemical conversion of biomass into liquid fuels by processing in a hot, pressurized water environment for sufficient time to break down the solid biopolymeric structure to mainly liquid components. It is linked to hydrogenation and other high pressure thermal decomposition processes that employed reactive hydrogen or carbon monoxide carrier gases. (Midgett, 2008). Thus, heating is required. In HTL reactor of our proposed hydrothermal pyrolysis technology, heating is provided by 4×6 kW electric heating elements inserted into the fluidized bed. It is used to provide heat to the heat transfer fluid and maintain isothermal conditions in the HTL reactor (Christopher Jazrawi, 2006). This heating element is shown in the mechanical drawing of the reactor in the next part.
There are two types of reactor mainly used in processing the hydrothermal pyrolysis which are batch reactor and continuous flow reactor. However, for this technology, we are proposing the usage of continuous stirred flow reactor. According to Ocfemia, et al. (2006), in the continuous flow reactor system, the feed fed to the system at the high operating pressure and passed through separation vessel where the feed is separated to gas and liquid as the hydrothermal pyrolysis will produce oil by removing water from the moisture content in the food waste.
The continuous reactor is used in this hydrothermal pyrolysis because it is very much economically save operation at any commercial scale. Moreover, the reaction can be done in continuous flow hence reduce the necessity to build one big reactor for the pyrolysis to undergo for the following residence time. Moreover, if we are using the batch reactor, the size will keep on increasing as the moisture content increases thus will increase the operating cost. (Douglas C. Elliott, 2015)
b) The size of reactor to be used
Hydrothermal pyrolysis is a process of converting waste product into the final product of bio-oil. The bio-oil yield depends mainly on the moisture composition in the food waste that are used to be processed. Therefore, moisture content is a critical component in the feedstock characteristics. According to Minarick at a. (2011) and He et al. (2001), this is because hydrothermal pyrolysis have better efficiency in the pyrolysis process when the initial moisture content of waste product to be at average of 20-35 wt%. Moreover, feedstock that has lower moisture content may affect the pyrolysis as it is harder to be processed due to its viscosity increases as the moisture content decreases.
When we are using hydrothermal pyrolysis, moisture content is indeed the critical characteristic to be depend on in the feedstock. However, it is advisable to set the moisture content at average of 20-35 wt%. This is because if the moisture content is too high, it will decreases the concentration of volatile particles in the feedstock. In other words, when the moisture content is high, it will dilute the manure hence reduce the efficiency of the hydrothermal pyrolysis. In production terms, it will yield less oil production and increasing the operation cost since larger reactor has to be built. For instance, compared to 75 wt% and 85 wt% of moisture content in the feedstock, the higher moisture content will need double the size of reactor needed of 75 wt%, which also doubles the operating cost.
In conclusion, since we are using continuous flow reactor, hence the size usually used for the reactor is around 0.53 gallon (Keener). However, there is no constant sizing of the reactor for this hydrothermal pyrolysis. This is because as the moisture content of the feed stock increases, a bigger reactor will be needed to process it to yield bio-oil. However, we can still make some scaling which can be a ratio for a bigger plant or reactor development. For example, a research conducted where 150 g of waste product with 80 wt% of moisture content undergo hydrothermal pyrolysis in 500 ml of batch reactor (Notsawan Swadchaipong, Nutnan Kanestitaya, Itsara Rojana, Tanes Utistham and Unalome Wetwatana, 2013).
c) Operating temperature and pressure
The typical range of operating temperature of HTL reactor is between 250-400°C (482-752o F) whereas the typical range of operating pressure is between 5-20 MPa (725-2900 psi) (Keener).
d) Requirement for heating
Hydrothermal liquefaction is the thermochemical conversion of biomass into liquid fuels by processing in a hot, pressurized water environment for sufficient time to break down the solid biopolymeric structure to mainly liquid components. It is linked to hydrogenation and other high pressure thermal decomposition processes that employed reactive hydrogen or carbon monoxide carrier gases. (Midgett, 2008). Thus, heating is required. In HTL reactor of our proposed hydrothermal pyrolysis technology, heating is provided by 4×6 kW electric heating elements inserted into the fluidized bed. It is used to provide heat to the heat transfer fluid and maintain isothermal conditions in the HTL reactor (Christopher Jazrawi, 2006). This heating element is shown in the mechanical drawing of the reactor in the next part.
Optimization reactor sizing
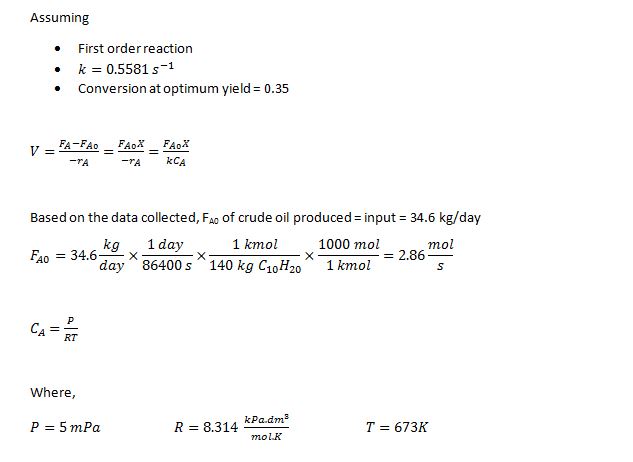
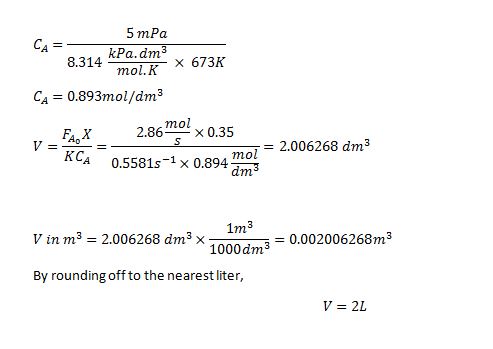
REACTOR SIZING
By using CSTR
By using CSTR

To find height and diameter of the reactor,
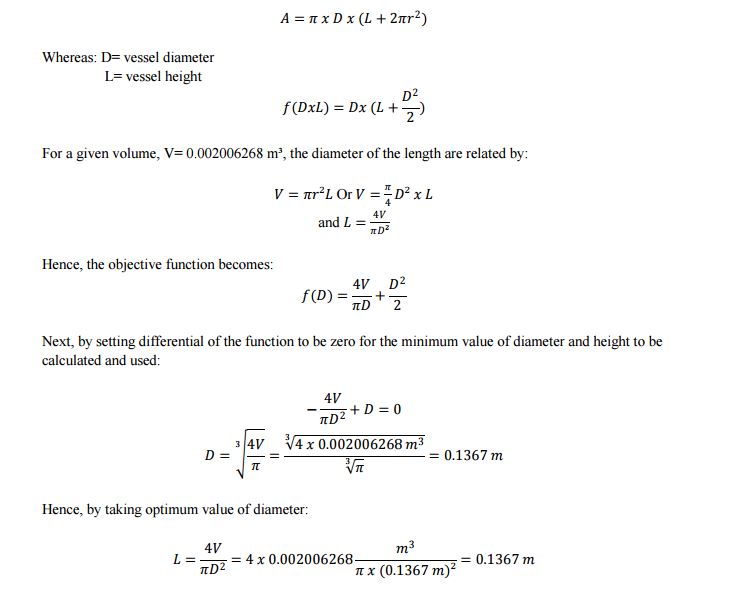
Therefore, for a cylindrical diameter reactor, we will use the minimum surface of L=D=0.1367 m. This is because we want to make cylinder reactor with an optimum volume of 0.002006268 m³. By using the optimum value of height and diameter of reactor, we can retain the function and efficiency of the reactor. On the other hand, we can minimize the operation costing to build the reactor since we need to optimize the usage of the whole reactor and its operations.
COSt
Equipment costs were evaluated by using formulas from Bridgewater, IchemE (1988) which gives a developed relatively simple correlation for plant capacities under 60,000 tonne per year prior to price in the year of 2004.
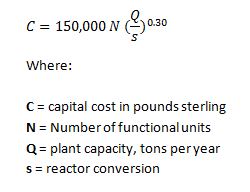
To find Q, we need to provide our estimated food waste used per year. In our estimated food waste, we will use 100kg of food waste per day which equivalent to:
To find s = reactor conversion, we use this relation:
From the mass balance, of desired output is 34.6 kg/day and our reactor input is 100kg per day.
And for our input, we use 100kg/day of food waste.Therefore,
And for our input, we use 100kg/day of food waste.Therefore,
For the number of functional units, N , in our proposed plant design we have a HTL reactor, we have a heat exchanger, two separators and one filter and for altogether we have 5 functional units.
Substituting all the values and data into equation :
Substituting all the values and data into equation :

